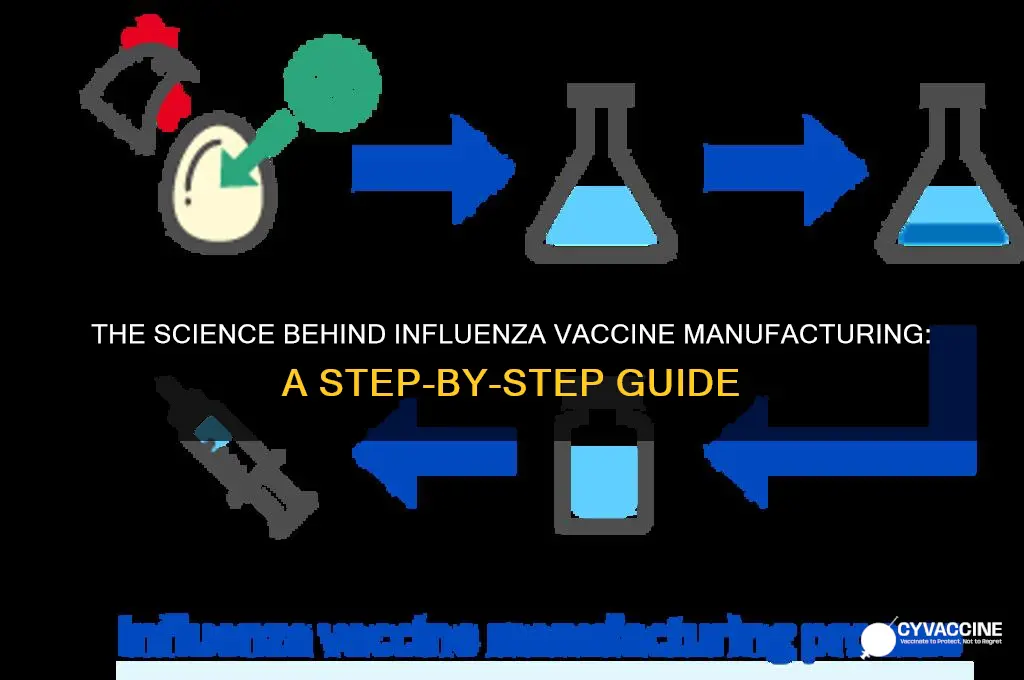
The influenza vaccine, a critical tool in preventing seasonal flu outbreaks, is manufactured through a complex, multi-stage process that begins with the selection of specific influenza virus strains by global health organizations. These strains, predicted to be the most prevalent in the upcoming flu season, are grown in fertilized chicken eggs or cell cultures, where they replicate and produce the necessary antigens. The viruses are then harvested, inactivated or attenuated, and purified to ensure safety and efficacy. In the case of egg-based production, the allantoic fluid containing the virus is extracted, while cell-based methods involve harvesting the virus from cultured cells. The antigens are further processed to create either trivalent or quadrivalent vaccines, targeting three or four different flu strains, respectively. Finally, the vaccine undergoes rigorous testing and quality control before being formulated, filled into vials or syringes, and distributed globally to protect populations from influenza infection.
Explore related products






What You'll Learn
- Egg-based production: Fertilized chicken eggs inoculated with virus, incubated, harvested, purified for vaccine
- Cell-based production: Virus grown in animal cells, faster, scalable, alternative to egg-based methods
- Recombinant technology: Engineered proteins produced in insect cells, no live virus needed, precise antigen creation
- Purification process: Filtering virus particles, removing impurities, ensuring safety and potency of final product
- Formulation & filling: Combining antigens with stabilizers, filling vials/syringes, quality checks before distribution
![]()
Egg-based production: Fertilized chicken eggs inoculated with virus, incubated, harvested, purified for vaccine
The traditional method of manufacturing influenza vaccines relies heavily on fertilized chicken eggs, a process that has been refined over decades. It begins with the inoculation of these eggs with a specific strain of the influenza virus. This is not just any egg; it must be fertilized, typically 9 to 11 days old, and free from pathogens to ensure the virus can replicate efficiently. The World Health Organization (WHO) selects the virus strains annually based on global surveillance data, ensuring the vaccine targets the most prevalent and dangerous variants. Once inoculated, the virus is given time to multiply within the egg’s environment, which mimics the conditions needed for viral replication.
Incubation is a critical step in this process, typically lasting 48 to 72 hours. During this period, the eggs are kept in controlled conditions—temperature, humidity, and ventilation are meticulously monitored to optimize viral growth. The virus hijacks the egg’s cells to produce thousands of copies of itself, which are then harvested from the allantoic fluid surrounding the embryo. This fluid is carefully extracted using sterile techniques to prevent contamination, as even minor impurities can compromise the vaccine’s safety and efficacy. The harvested virus is the raw material from which the vaccine will be derived.
Purification follows harvesting, a multi-step process designed to isolate the virus and remove unwanted components. The allantoic fluid undergoes centrifugation to separate viral particles from cellular debris. Further purification may involve chemical treatments or filtration to ensure only the virus remains. The virus is then inactivated using methods like formaldehyde or beta-propiolactone, rendering it incapable of causing disease while still eliciting an immune response. This inactivated virus forms the basis of the vaccine, which is then standardized to a specific antigen concentration, typically 15 micrograms of hemagglutinin per strain per dose for adults, as recommended by regulatory bodies like the FDA.
Despite its long history, egg-based production has limitations. The process is time-consuming, taking 6 to 8 months from strain selection to vaccine distribution, which can delay responses to emerging outbreaks. Additionally, the reliance on eggs poses risks, such as allergic reactions in recipients or shortages during avian influenza outbreaks. However, this method remains dominant due to its proven track record and established infrastructure. For those receiving the vaccine, it’s important to note that the egg proteins present in the final product are minimal, with less than 1 microgram per dose, making it safe for most individuals with egg allergies. Always consult a healthcare provider for personalized advice, especially for children under 6 months or those with severe allergies.
Janssen Vaccine Deaths: Separating Facts from Fiction and Misinformation
You may want to see also
Explore related products





![]()
Cell-based production: Virus grown in animal cells, faster, scalable, alternative to egg-based methods
Cell-based influenza vaccine production represents a significant leap forward in vaccine manufacturing, offering a faster, more scalable alternative to traditional egg-based methods. Unlike egg-dependent processes, which rely on the availability of hundreds of millions of chicken eggs annually, cell-based production cultivates the influenza virus in animal cells grown in bioreactors. This method eliminates the constraints of egg supply and reduces the risk of egg-adapted mutations, which can diminish vaccine efficacy. For instance, the FDA-approved Flucelvax, a cell-based vaccine, uses Madin-Darby Canine Kidney (MDCK) cells to grow the virus, ensuring a more consistent and reliable product.
The process begins with the selection of candidate vaccine viruses (CVVs) by global health organizations like the WHO. These viruses are then introduced into the animal cell cultures, where they replicate rapidly. The cells are maintained in controlled bioreactors, which optimize conditions for viral growth. Once the virus reaches sufficient quantities, it is harvested, purified, and inactivated to create the vaccine. This streamlined approach can reduce production time by several weeks compared to egg-based methods, a critical advantage during influenza pandemics when speed is essential.
One of the most compelling benefits of cell-based production is its scalability. Bioreactors can be easily expanded to meet demand, making it possible to produce larger quantities of vaccine in a shorter timeframe. This flexibility is particularly valuable in responding to unexpected outbreaks or shifts in viral strains. For example, during the 2009 H1N1 pandemic, cell-based technology demonstrated its potential to accelerate vaccine availability, though it was not yet widely adopted at the time. Today, as the technology matures, it is increasingly seen as a cornerstone of modern vaccine manufacturing.
However, cell-based production is not without challenges. The initial setup costs for bioreactors and cell culture facilities are significantly higher than those for egg-based systems. Additionally, ensuring the safety and consistency of animal cell lines requires rigorous quality control measures. Despite these hurdles, the long-term benefits—such as reduced production time, greater scalability, and improved vaccine efficacy—make cell-based methods an attractive investment for manufacturers and public health agencies alike.
Practical considerations for healthcare providers include understanding that cell-based vaccines, like Flucelvax, are approved for individuals aged 6 months and older, offering a safe and effective option for nearly all age groups. Providers should also educate patients about the advantages of cell-based vaccines, particularly for those with egg allergies, as these vaccines are free from egg proteins. As cell-based production continues to evolve, it promises to play a pivotal role in global efforts to combat influenza, offering a more agile and reliable solution for vaccine manufacturing.
DC Vaccine Eligibility: Who Can Get Vaccinated in Washington, DC?
You may want to see also
Explore related products



$11.93 $21.99



![]()
Recombinant technology: Engineered proteins produced in insect cells, no live virus needed, precise antigen creation
Recombinant technology has revolutionized influenza vaccine manufacturing by eliminating the need for live viruses and enabling precise antigen creation. This method leverages engineered proteins produced in insect cells, offering a safer, more scalable, and highly controlled process. Unlike traditional egg-based or cell-culture methods, recombinant vaccines focus exclusively on the hemagglutinin (HA) protein, the primary target for immune protection against influenza. This approach not only reduces production time but also minimizes the risk of mutations that can occur in live virus systems.
The process begins with identifying the HA gene sequence from the target influenza strain. Scientists then synthesize this gene and insert it into a baculovirus, a virus that naturally infects insect cells. The modified baculovirus is introduced to insect cells, typically from the fall armyworm (*Spodoptera frugiperda*), which act as mini-factories, producing large quantities of the HA protein. These proteins are harvested, purified, and formulated into the vaccine. The result is a highly specific antigen that closely mimics the viral protein, triggering a robust immune response without the need for live virus handling.
One of the standout advantages of this method is its precision. Recombinant vaccines can be tailored to match circulating strains with remarkable accuracy, reducing the antigenic mismatch often seen in egg-based vaccines. For instance, the recombinant influenza vaccine Flublok Quadrivalent contains 45–60 micrograms of HA protein per strain, ensuring a potent immune response across all age groups, including adults 18 years and older. This dosage is consistent, unlike egg-based vaccines, which can vary due to egg-adapted mutations.
Practical considerations for recombinant vaccines include their storage and administration. These vaccines are typically stored at standard refrigerator temperatures (2–8°C), making them logistically simpler to handle than some mRNA or viral vector vaccines. However, healthcare providers should note that recombinant vaccines are not recommended for individuals with a history of severe allergic reactions to any ingredient in the vaccine. Patients should be monitored for 15 minutes post-injection, as with all influenza vaccines, to ensure safety.
In conclusion, recombinant technology represents a significant leap forward in influenza vaccine manufacturing. By producing engineered proteins in insect cells, this method offers precision, scalability, and safety, addressing many limitations of traditional approaches. As influenza continues to evolve, recombinant vaccines provide a flexible and reliable platform for protecting global populations, particularly as part of annual vaccination campaigns. Their adoption underscores the power of biotechnology in modern medicine, paving the way for future innovations in vaccine development.
Avoid Rubbing Your Arm Post-Vaccine: Why It’s Important to Resist
You may want to see also
Explore related products






![]()
Purification process: Filtering virus particles, removing impurities, ensuring safety and potency of final product
The purification process is a critical step in influenza vaccine manufacturing, ensuring the final product is safe, potent, and free from contaminants. After the virus is grown in eggs or cell cultures, the harvested material contains not only the desired virus particles but also impurities like host cell proteins, DNA, and other debris. Removing these impurities is essential to prevent adverse reactions and ensure vaccine efficacy. This process begins with filtration, where the virus is separated from larger particles using depth filters or tangential flow filtration systems. These methods are designed to retain the virus while allowing unwanted materials to pass through, creating a clearer, more concentrated solution.
Once filtered, the virus undergoes further purification through techniques like centrifugation and chromatography. Ultracentrifugation, for instance, spins the solution at high speeds to separate virus particles based on density, effectively removing lighter impurities. Chromatography, particularly size-exclusion or ion-exchange chromatography, further refines the product by isolating the virus from proteins and other molecules. These steps are meticulously controlled to preserve the virus’s integrity while eliminating contaminants. For example, the H1N1 vaccine production in 2009 relied heavily on these purification methods to meet the urgent global demand while maintaining safety standards.
Ensuring safety and potency requires rigorous testing at each purification stage. Assays like residual DNA quantification and host cell protein detection are performed to confirm that impurities are below regulatory thresholds. The U.S. Food and Drug Administration (FDA), for instance, mandates that residual DNA levels must not exceed 10 ng per dose, a standard achieved through these purification steps. Potency is assessed through hemagglutination assays, which measure the vaccine’s ability to agglutinate red blood cells, a key indicator of its effectiveness. These tests are repeated multiple times to guarantee consistency across batches.
Practical considerations also play a role in the purification process. For instance, the choice of filtration membranes and chromatography resins must be compatible with the virus to avoid degradation. Manufacturers often use disposable systems to minimize cross-contamination and reduce cleanup time, a practice that has become standard in modern vaccine production. Additionally, the entire process is conducted under aseptic conditions to prevent microbial contamination, which could render the vaccine unsafe. These precautions ensure that the final product meets stringent quality standards, suitable for administration to diverse populations, including children over six months and the elderly, who are particularly vulnerable to influenza.
In conclusion, the purification process is a complex yet indispensable part of influenza vaccine manufacturing. By filtering virus particles, removing impurities, and ensuring safety and potency, it transforms raw viral material into a reliable medical product. Each step, from filtration to final testing, is designed with precision and care, reflecting the industry’s commitment to public health. Understanding this process not only highlights the science behind vaccines but also reinforces trust in their safety and efficacy.
Are Border Immigrants Vaccinated? Examining Health Policies and Practices
You may want to see also
Explore related products





![]()
Formulation & filling: Combining antigens with stabilizers, filling vials/syringes, quality checks before distribution
The final stages of influenza vaccine manufacturing hinge on formulation and filling, a delicate process that transforms raw antigens into a stable, administrable product. Here, precision is paramount. Antigens, cultivated through egg-based, cell-based, or recombinant methods, are combined with stabilizers like gelatin, lactose, or sucrose. These additives prevent antigen degradation during storage and transport, ensuring vaccine efficacy from production to injection. For instance, a typical dose contains 15 micrograms of hemagglutinin antigen per strain, a quantity meticulously measured to balance immunogenicity and safety. This step also involves adjusting pH levels and adding preservatives like thimerosol in multi-dose vials to inhibit bacterial growth.
Filling vials and syringes demands both speed and sterility. High-speed filling machines operate in aseptic environments, often under laminar flow hoods, to prevent contamination. Each vial or syringe is filled with a precise volume—usually 0.25 to 0.5 milliliters for intramuscular injection—and stoppered with rubber seals. Pre-filled syringes, increasingly popular for their convenience, undergo additional quality checks to ensure needle integrity and plunger functionality. This stage is a logistical marvel, with millions of doses filled daily during peak manufacturing seasons. Yet, even minor deviations in volume or sterility can render batches unusable, underscoring the need for rigorous oversight.
Quality checks are the linchpin of this phase, ensuring every dose meets regulatory standards. Each batch undergoes assays to confirm antigen potency, sterility, and stability. For example, the single radial immunodiffusion (SRID) test verifies hemagglutinin content, while visual inspections detect particulate matter or abnormalities in vials. Stability studies simulate real-world storage conditions to predict shelf life, typically 6 to 12 months. Any batch failing these tests is discarded, a costly but necessary safeguard. These checks are not just regulatory requirements but a moral imperative, ensuring public trust in vaccine safety and efficacy.
Practical considerations abound in this stage, particularly for global distribution. Vaccines must withstand varying climates, from refrigerated transport (2–8°C) to room-temperature storage in remote areas. Stabilizers play a dual role here, protecting antigens from heat and cold fluctuations. For pediatric doses, often half the volume of adult formulations, precision filling is even more critical. Manufacturers also label vials with expiration dates, lot numbers, and storage instructions, enabling traceability and proper handling. This meticulous attention to detail ensures that the vaccine, when administered, delivers its promise of protection.
In conclusion, formulation and filling are where science meets practicality in influenza vaccine manufacturing. Combining antigens with stabilizers, filling vials with precision, and conducting stringent quality checks transform a biological product into a life-saving tool. Each step, though technical, is rooted in a singular goal: delivering a safe, effective vaccine to those who need it. From the lab to the syringe, this process exemplifies the intersection of innovation, caution, and care.
Las Vegas Vaccination Rates: Current Percentage and Trends
You may want to see also
Frequently asked questions
The influenza vaccine is primarily manufactured using two methods: egg-based production and cell-based production. Egg-based production involves growing the virus in fertilized chicken eggs, while cell-based production uses animal cells (e.g., mammalian cells) as a substrate. Additionally, recombinant technology is used to produce protein-based vaccines.
The World Health Organization (WHO) and other global health agencies monitor circulating influenza strains and recommend specific strains for inclusion in the annual vaccine. This selection is based on surveillance data to predict which strains are most likely to cause illness in the upcoming flu season.
In egg-based production, fertilized chicken eggs are injected with the selected influenza virus strains. The virus replicates inside the eggs, and the fluid containing the virus is harvested, purified, and inactivated to create the vaccine.
Cell-based manufacturing uses animal cells (e.g., mammalian cells) grown in bioreactors to produce the influenza virus. This method is faster, more scalable, and not dependent on egg supplies. It also reduces the risk of egg-adapted mutations in the virus.
After the virus is grown, harvested, and purified, it is inactivated (killed) or attenuated (weakened) depending on the vaccine type. The vaccine then undergoes rigorous testing for safety, potency, and quality before being formulated, filled into vials or syringes, and distributed for use.